

Для создания первого (пилотного) образца изделия необходимы готовые лекала. Грамотно построенные и понятно оформленные лекала облегчат жизнь при создании образца портным, лаборантам, швеям. В конечном итоге и вам как заказчику. Возможно вы занимаетесь созданием одежды самостоятельно. Быть может вы заказывает отшив образцов в определенной компании или у частного мастера. Такой подход вполне нормальная практика. Лекала – основа для шитья и этого достаточно для того, чтобы получить хорошее изделие. Другое дело, когда вы собираетесь выпускать изделия в некотором количестве, возможно повторять выпуски коммерчески успешных моделей. Вы стараетесь размещаете заказы на производстве. Пробуете в разных местах, или одновременно на нескольких фабриках. В этом случае дизайнер или предприниматель, передавая лекала на фабрику, стремится к определенному предсказуемому результату. Старается управлять качеством и фиксировать определенные параметры, необходимые для производства своих моделей одежды. Мы стремимся к определенности и ожидаем запланированного результата. И результатом должно быть в срок выполненное изделие, определенного размера, в каком-то количестве и главное, отличного качества сборки. Для того, чтобы достичь понимания, полноценно сформулировать задание для производства, обезопасить себя от случайных действий фабрики. Составляется техническая документация. Отметим, что некоторые производства изначально запрашивают тех. документы с лекалами. Они могут подкрепляться к договору на изготовление и пошив. Что же это за документы? Пробежимся кратко по каждому для общего понимания. Для примера приведем основные.
1.Художественно – техническое описание.
Это описание внешних особенностей модели. Обычно описывается модель сверху вниз. Описание может содержать эскиз.
Техническое описание
Брюки мужские спортивные.
| Наименование | Артикул | Материалы | Размер |
| Брюки мужские | 0000001 | Основная: хлопок 70%, нейлон 30% Подкладочные: Трикотажная сетка 70г/м ТАФФЕТА | 54 |
Рис.1

Описание
Брюки мужские спортивные, повседневные на подкладке. Для занятия спортом. На притачном поясе с резинкой. Резинка закреплена строчкой в районе боковых швов.
В местах скольжения, а именно нижней части брюк подкладка из скользящей ткани Таффета.
Передняя половинка: из двух частей, с отрезными деталями вдоль шагового шва. Отстроченные по шву притачивания на 0, 2 см нитками в тон основной ткани. На передних половинках на уровне колен расположены горизонтально декоративная лента светоотражателя, ширина ленты 1.0 см. Лента приходит в боковой шов и шов притачивания отрезной детали. На левой половинке в районе середины бедра у нижней части линии кармана нанесен логотип «BD» – термопечать.
Задняя половинка: из двух частей, с отрезными деталями вдоль бокового шва, не доходящие до верхнего среза задней половинки.
Карманы: с подрезным бочком в верхней боковой части. Подгибка низа: 2.0 см в готовом виде.
2.Таблица измерений изделия. (Табель мер)
Этот документ содержит параметры изделия по определенным участкам. Составляется на один или несколько размеров.
| № п/п | Наименование измерения | 48р | 50р | 52р | 54р | 56р | Межразмерная разница, см | Величина технологических припусков, см | Допустимые отклонения, см |
| 1 | Длина бокового шва от верха пояса до низа | 1,040 | Шов притачивания пояса – 1,0 Подгибка низа – 4,0 | ±0,4 | |||||
| 2 | Длина шагового шва | 76 | Шов стачивания среднего шва – 1,0 Подгибка низа -4,0 | ±0,4 | |||||
| 3 | Ширина брюк на уровне среднего шва | 35,5 | Шов стачивания бок шва – 1,0 Шов стачивания шагового шва – 1,0 | ±0,4 | |||||
| 4 | Ширина брюк по низу | 19 | Шов стачивания бок шва – 1,0 Шов стачивания шагового шва – 1,0 | ±0,4 | |||||
| 5 | Ширина на уровне колена | 23,5 | Шов стачивания бок шва – 1,0 Шов стачивания шагового шва – 1,0 | ±0,4 | |||||
| 6 | Ширина по линии талии при растянутой резинке | 57 | Шов стачивания бок шва – 1,0 Шов стачивания среднего шва – 1,0 | ±0,8 | |||||
| 7 | Длина средней линии сзади до линии притачивания пояса | 33 | Шов притачивания пояса -1,0 Шов стачивания шагового шва – 1,0 | ±0,2 | |||||
| 8 | Длина средней линии спереди До линии притачивания пояса | 23 | Шов притачивания пояса -1,0 Шов стачивания шагового шва – 1,0 | ±0,2 | |||||
| 9 | Ширина пояса | 60 | |||||||
| 10 | Длина входа в карман/длина рабочая, тесьмы молнии | 20 | |||||||
| 11 | Глубина мешковины кармана от пояса | 35 | Шов стачивания мешковины – 1,0 | ±0,4 | |||||
| 12 | Длина резинки пояса | 99,5 | Шов стачивания резинки -1,0 | ||||||
| 13 | Длина шнура пояса | 1,29 |
3.Спецификация лекал и деталей кроя.
Изделие: Брюки мужские
Базовый размер: 54
| № детали | Кол-во в лекалах | Кол-во в крое | Примечания | |
| Детали из основной ткани В1 | ||||
| 01 | П.П. Брюк | 1 | 2 | |
| 02 | З.П.Брюк | 1 | 2 | |
| 03 | Вставка З.П. | 1 | 2 | |
| 04 | Вставка шага П.П. | 1 | 2 | |
| 05 | Мешковина кармана | 1 | 2 | |
| 06 | Бочок | 1 | 2 | |
| 07 | Пояс | 1 | 1 | |
| Детали из подкладки В2 | ||||
| 08 | Подкладка П.П. | 1 | 2 | |
| 09 | Подкладка З.П. | 1 | 2 | |
| Детали из подкладки В3 | ||||
| 10 | Подкладка низа П.П. | 1 | 2 | |
| 11 | Подкладка низа З.П. | 1 | 2 |
*фурнитура:
Резинка-870мм

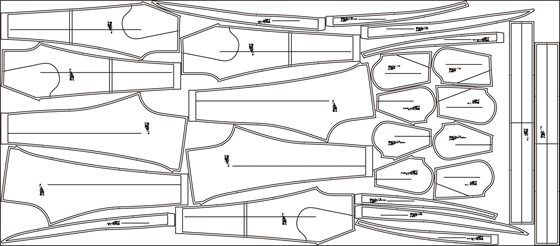
4.Расход материалов.
Документ говорит сам за себя, помогает легко ориентироваться сколько вам необходимо заказать ткани на определенное количество изделий. Так же применяется в расчетах себестоимости модели.
Ткань верха (серый, хлопок 70% нейлон 30, ширина рулона 1,45м):
- ширина раскладки – 1,41 м (2+2 см кромки);
- длина на единицу – 1,6 м (при выкладывании 2 комплектов в раскладку);
- межлекальные выпады – 28%;
- межлекальный зазор – 5 мм
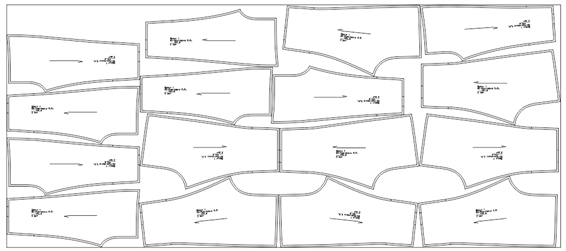
Ткань подкладочная (сетка, ширина рулона 1,5м):
- ширина раскладки – 1,46 м (2+2 см кромки);
- длина на единицу – 0,83 м (при выкладывании 4 комплектов в раскладку);
- межлекальные выпады – 21,9%;
- межлекальный зазор – 5 мм
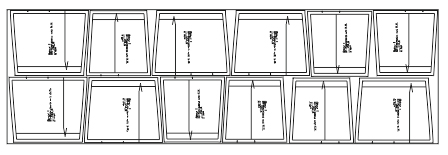
Ткань подкладочная (нейлон, ширина рулона 1,5м):
- ширина раскладки – 0,46 м (2+2 см кромки);
- длина на единицу – 0,15 м (при выкладывании 3 комплектов в раскладку);
- межлекальные выпады – 6,8%;
- межлекальный зазор – 5 мм
5.Последовательность сборки.
Содержит описания технологических процессов сборки изделия, поузловую обработку. Инструкция по сборки модели. Очень качественные документы могут включать подробные зарисовки узлов изделия. Для простых изделий , не обязательно создавать последовательность сборки. Исключением является, если вам принципиально важен определенный технологический процесс, не зависимо от сложности. Другими словами именно так и не как иначе.
6.Конфекционная карта.
Содержит перечень прикладных материалов: фурнитура, нитки, ткани, клеевые материалы. Данный документ имеет смысл создать уже тогда, когда вы закончили и отработали пилотный образец, определились со всеми материалами вплоть до марки ниток. Все это вы заносите в конфекционную карту, прикрепляя образцы. Это позволит вам легко повторять модели, особенно если их много. Много наименований тканей и вариантов фурнитуры, с которой вы работаете. Очень полезный документ, но детально рассматривать мы его не будем это тема отдельной статьи. Некоторые документы могут отличаться по стилистике, подаче и иметь измененные названия. Такое встречается, но смысл их абсолютно тот же. Подытожим полученные знания, и отметим, что имея техническую документацию на лекала , вы всегда можете более качественно контролировать производство, в спорных вопросах ссылаться на документы и без лишних затрат времени дублировать или масштабировать те или иные процессы.